 English
English 中文
中文
 邮箱:
邮箱: 咨询热线:15868721121(微信)
咨询热线:15868721121(微信) 传真:0577-65602375
传真:0577-65602375 联系人:杨经理
联系人:杨经理
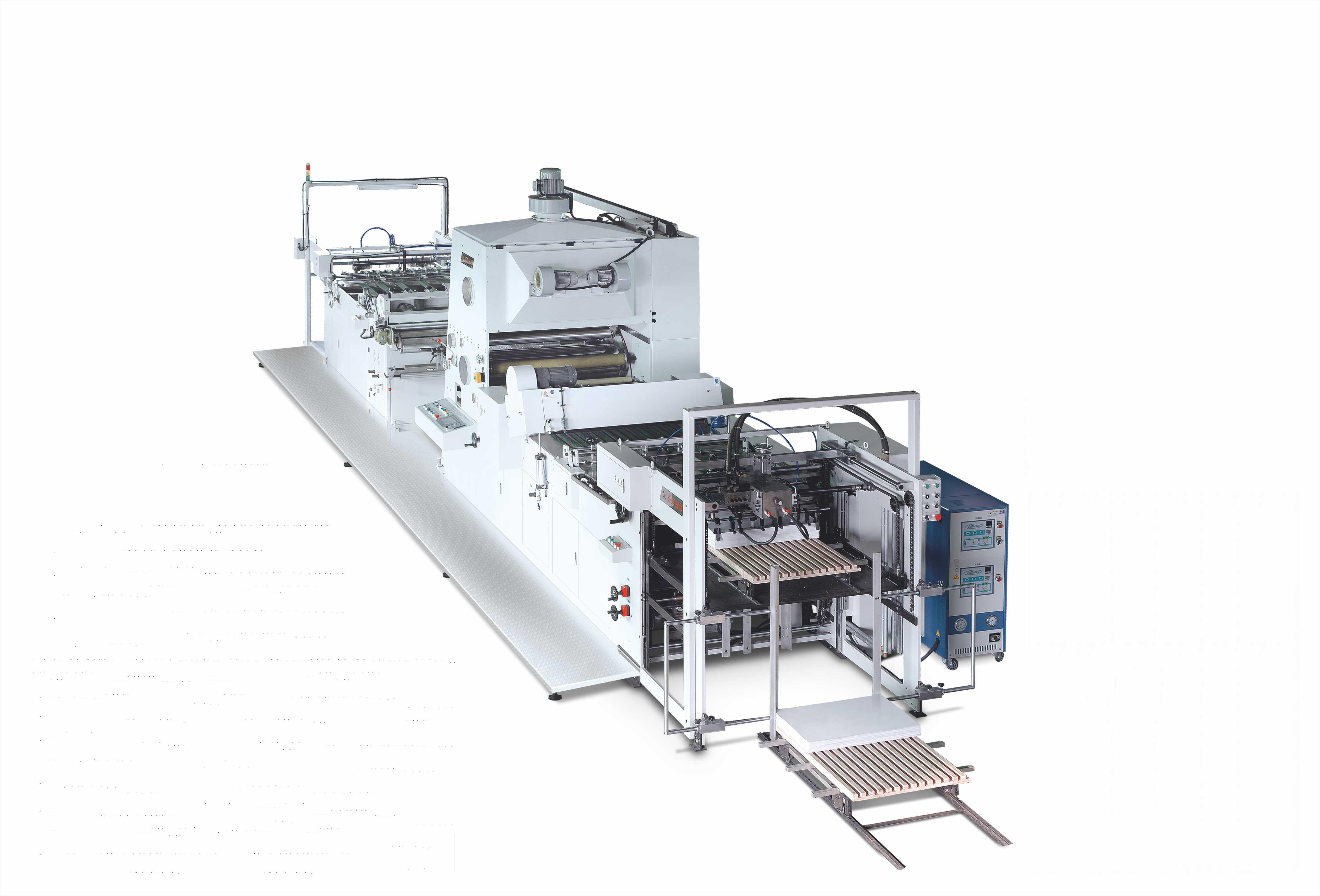
1.预涂膜覆膜机待施工产品必须平直。对有“荷叶边”和“紧边”现象的不平直纸张要进行处理。“荷叶边”纸张可以进行烘烤处理,“紧边”纸张可以进行吊晾处理。 2.一定要等印迹干透后方可覆膜,否则会造成起泡或拉毛现象。 3.印刷时尽量少喷粉,否则会造成堆粉处发空起泡。在电脑烫金机工作前应把喷粉处理掉,印数多的可以进行吊晾去粉,印数少的可以进行人工擦拭。 4.覆膜时还应注意纸张丝缕方向,特别是厚纸,减少纸张因受到碾轧拉伸而产生卷曲的现象。 5.温度的控制很重要,最宜在40~60℃(低温冷裱),温度太高会使纸张和薄膜变形,造成产品卷曲,太低会造成黏度不够。铜版纸温度应比胶版纸稍低。 6.胶辊保养也很重要,调好胀紧,压力均匀,保持胶辊的清洁,工作之前先让胶辊预热10-20分钟,更好的提高覆膜品质。 预涂膜覆膜机,无上胶和干燥部分,体积小、造价低、操作灵活方便,不仅适用大批量印刷品的复膜加工,而且适用自动化桌面办公系统等小批量、零散的印刷品的复膜加工,很有发展前途。

覆膜机厂家利用平刀分切就是像剃刀一样,覆膜机厂家在材料运行的过程中降到落下,从而达到分切的目的。这份为两种,悬空分切是材料在经过两辊时,剃刀落下将材料纵向切开,这种分切方式对刀方便,操作方便。切槽分切是材料运行在刀槽辊时,将切刀落在刀槽辊的槽中,将材料纵向切开。在分切流延PP膜或边料较窄的膜时,常用这种分切方式,可以提高分切效率。 1 .待施工产品必须平直。对有“荷叶边”和“紧边”现象的不平直纸张要进行处理。“荷叶边”纸张可以进行烘烤处理,“紧边”纸张可以进行吊晾处理。 2.一定要等印迹干透后方可覆膜,否则会造成起泡或拉毛现象。 3.印刷时尽量少喷粉,否则会造成堆粉处发空起泡。在覆膜前应把喷粉处理掉,印数多的可以进行吊晾去粉,印数少的可以进行人工擦拭。 4.覆膜时还应注意纸张丝缕方向,特别是厚纸,减少纸张因受到碾轧拉伸而产生卷曲的现象。

全自动覆膜机的布料褶皱的问题及解决方法: 1、检查收、放布杆在正运转过程中有没有跳动 引起的原因:如有跳动,也就是收布电机与收布杆不同心,会造成两端拉力不一样 2、仔细检查布的前后两端是否上齐 3、检查放布电机是否运转正常 引起的原因:如果放布电机不转,会造成布比较松弛,且很容易皱 4、打印头安装不平行 5、布料太薄 引起的原因:布料太薄,在一定拉力下布料容易变形 在裱贴彩印的面纸较薄并且有卷曲的情况下,机器的速度不可开得过快,装面纸和瓦楞纸板时,它们左右相对的位置要对准,以免因为出纸定位出现偏向误差,产生横向裱贴不准,为了确保面纸和瓦楞纸板裱贴位置准确无误,裱纸机的生产速度要根据面纸的特点合理掌握;装纸时要将面纸和瓦楞纸板的相对位置对准;上、下链条的行程必须准确;上、下纸对准后要将堆纸台的挡纸限位装置固定好。

这种预涂膜覆膜机的覆膜是一次成型,所用耗材上已经涂好胶水,覆膜时通过加热融化胶水,再通过加压将膜粘合在印刷品上。这种覆膜设备便宜、操作简单、并且操作时不产生有害气体,是覆膜发展的一个趋势,在日益注重环保的当今社会,相信该种技术有一天会取代既涂型预涂膜,成为国内印刷界主要的覆膜技术。 因为水性胶水可以溶解印刷品表面喷粉,所以当覆膜产品出现雪花点时,便感到不可理解,其实原因很简单,水性胶水本身也受溶解度的限制,如果印刷品喷粉过大,多余部分就不能被胶水完全溶解,就会出现大面积雪花。 解决这种情况有三种办法: 1.协调上下工艺,在印制时尽量减小喷粉量; 2.应适当增大胶水量,加大胶水溶解喷粉的能力; 3.在覆膜前将印刷品表面悬浮喷粉清扫一下 由于水性覆膜胶干燥很快,如果静止没有流动,会干燥成胶皮,成固体块状。如果附在涂胶辊或施压辊上,就会造成局部涂胶过小、或施压时局部施压过大。所以在覆膜过程中要保持涂胶辊及施压辊干净。 如果周围环境中灰尘太多成胶水中有干燥胶皮及切下的薄膜碎片等,覆膜产品就会有雪花,所以应当注意环境卫生,胶水用不完应倒回胶桶密封好,或采取上胶前过滤的方法。
印刷品覆完膜以后能够给印刷品和自动覆膜机提高档次,一般情况下膜分两种:一种是哑膜,一种是亮膜。 覆膜就是将聚丙烯等塑料薄膜覆盖于印品表面,并采用粘合剂经加热、加压使之粘合在一起的加工工艺过程。覆膜工艺分为预涂覆膜和即涂覆膜两种。预涂覆膜是将粘合剂预先涂布在塑料薄膜上,烘干收卷。之后在物粘合剂的情况下经过热压便可完成对印刷品的覆膜。即涂覆膜则是在覆膜时要同时使用粘合剂。 覆膜的方法分为“冷裱”和“热裱”。“冷裱”是利用胶和冷裱机的压力将照片与覆膜和背板粘合在一起;而“热裱”则是靠热裱机的高温、高压完成照片的装裱。相比之下,冷裱的成本较低,但热裱的效果更好,装裱后照片的保存时间也更长。覆完膜的印刷品比较好看,而且档次也很高,几乎每个印刷品都需要覆膜。在印刷行业中印刷几乎和覆膜厂都是分开的,所以比较专业。 1.过膜压力不足---调整冷裱机的压力; 2.冷裱膜机两端不平整---调整冷裱机间距的调节螺丝以达到等距离; 3.过相纸---相纸表面不平整,一般在25度左右,放置2-3小时会自动消失,温度越高则消失越快; 4.过PP背胶---A.手摸PP背胶画面若无"粗糙"感,则按上述方法处理;B.有"粗糙"感则需要更PP背胶; 5.胶水粘性在低温下不好---A.提高使用环境温度.B.更换冷裱膜;

覆膜机厂家采用自动送纸、自动切纸的先进结构,降低了人工操作的劳动强度,提高生产效率, 保证产品的质量。适用于各类美术印刷品的复膜,覆膜机厂家将广泛应用于加工各类书刊封面、图片、包装纸盒、手提纸塑袋、挂历等。使其色泽更加鲜艳、线条清晰、光亮美观、防潮防污、经久耐用,是印刷包装行业的理想设备。 结构特点: 1、主机方式设计占地空间小、节约覆膜机厂家的材料。 2、主机部集上胶、干燥、贴合于一体,方便操作者使用。 3、一机可以多用,油性胶、水性胶、干式覆膜均可以。 4、干燥系统相比桥式烘道设计,胶膜更加稳定运行,不会左右偏移。 5、主复合辊采用大直径钢辊,油加温系统,滚辊表面温度均匀稳定。 6、气动压膜,人机工程学操作界面设计,使用方便简捷。 7、配备三辆收卷推车,方便收卷更换,不停机工作。 8、主机传动采用变频调速,PLC控制系统,可稳定灵活调整工作速度。 9、供胶采用气动双向隔膜泵循环系统,操作方便,稳定。 10、根据膜的种类不同,多种穿膜方式选择。

预涂膜覆膜机的机械化作业决定了工艺品质的要求将不断提高,而烫金材料的质量也可以影响到最终效果,所以在选择烫金机及烫金机厂家方面需要科学地选择,不能盲目的选择。在烫金机工作时,经验丰富的操作员也至关重要,温度、压力和速度都有很高的要求。 调整冲压压力,冲压温度,车速,和阳极化铝本身和其他因素的综合基板。在一般情况下,纸张和坚定的,流畅的高固体油墨印刷,烫印温度和较高的,速度很慢的情况下,烫印压力应小,相反,它应该是一个大数目。烫印压力必须是均匀的,如果你找到一个当地的冲压和花的床单,小的压力可能在这里,平垫层的组织,压力平衡。

自动覆膜机也可以做塑封机,冷裱机等等,一般来说,这一类型的覆膜机也是因为内热塑料机升级改造来的,这一类型的镀膜机决定了这机械能不能使用的问题,所以在所有覆膜机配件里他是很重要的一个,这类的覆膜机性价比比较高,市场前景也很不错,有很多厂家为了降低成本就生产了劣质的覆膜机, 所以大家在选用的时候一定要擦亮眼睛,多使用几次,确定是正品以后在购买! 在使用自动覆膜机的时候,要注意将印刷品复合到一起,还有一个最大的特点就是没有上胶涂布,在干燥的时候,覆膜机的结构就会紧凑,体积就会变小,这时候要注意操作烫金压痕机,如果操作的好,产品质量就会好,电脑烫金机稳定性就会高,印刷的时候,自动输送机构可以保证印刷品在传输的过程中不发生重叠情况,并且可以保证自动进入复合部分,大部分的机械采用的都是气动或者摩擦方式来实现这一点的,自动覆膜机就不用,可以在满足这些要求的时候,还可以保证输送的准确度,还有精度! 传动系统是有计算机控制的,经过齿轮减速以后,带动进纸机构的运动和复合部分,压力辊在没有调节的情况下可以自动保持工作压力,来保证涂膜工作能够继续,如果镀膜出来的产品亮度不够,可以经过压光辊第二次挤压,应该可以提高亮度!