 English
English 中文
中文
 邮箱:
邮箱: 咨询热线:15868721121(微信)
咨询热线:15868721121(微信) 传真:0577-65602375
传真:0577-65602375 联系人:杨经理
联系人:杨经理
1.合理按照说明书规则进行操作,禁止一切不正当的操作 2.定期检查覆膜机部位零件,开是否被损坏,如有损坏立即更换新 3.对于花种播种机来水,筑土铲下调时,可增加垄的高度,但同时应将播种开沟器和限深滚桶上调至相 应的部位.筑土铲上调时,可减低垄的高度,同时应将播种开沟器和限深滚桶也向下调至相应的部位 一台好的覆膜机,不仅要求做到操作规范,保养也同等重要,严格遵循覆膜机操作与维护保养条例,养成一种良好的覆膜机使用习惯,以便延长机器的寿命。

自动覆膜机分为上胶、烘道、热压三部分。 (1)上胶部分 上胶部分装有调节装置以调节上胶量的多少,满足不同印件的要求,上胶辊采用橡胶辊或钢辊。 (2)烘道部分 烘道一般长2~3m。自动覆膜机的烘道口设有红外灯管和电风扇。自动自动覆膜机烘道上部还有大功率的电热管及排风扇,温度可以调节,以使粘合剂干燥及排除废气。 (3)热压部分 这部分是覆膜的关键,直接关系到覆膜产品的粘结牢度。热压原理是粘合剂在融熔状态下能够很快地浸润和渗入到印件表层中,从而获得牢固的结合界面层。热压部分由一组滚筒组成。其中一只空心金属滚筒,内装电热管,温度可自控制。这组滚筒压力可以调节。

1.烘干温度 控制在50-70℃之间,既可充分挥发溶剂,又不致于使薄膜过热变形; 2.复合温度 压印滚筒温度控制在70-90℃,既可溶化粘合剂,薄膜又不会过热变形; 3.复合压力 保证压印滚筒轴向压力一致,压力应保持在150-250kg/cm2之内; 4.粘合剂涂层 涂层要薄,控制在3-8g/cm2,厚度为5-8μm,要避免涂层过厚; 5.机器速度 单张纸应控制在35-45张/分钟,卷筒纸应在3-10米/分钟,另外还同其它参数有关; 6.薄膜张力 张力调整到最低程度,以达到正确涂布和复合为准,要避免张力过大; 7.滚筒精度 压印滚筒要求表面光滑清洁,无划痕,无凹坑。要保证椭圆度、同心度等机械精度指标; 8.环境因素 保持环境清洁,要求有空气净化装置。控制车间温湿度,防止纸张或薄膜变形; 9.油墨厚度 要深墨浅印,避免墨层过厚造成表面张力下降,使覆膜不牢; 10.油墨干燥 油墨干燥要彻底,避免出现起泡现象; 11.油墨添加剂 要控制干燥剂的加放量,以防墨层晶体化。晶体化的油墨表面会出现覆膜不牢现象.
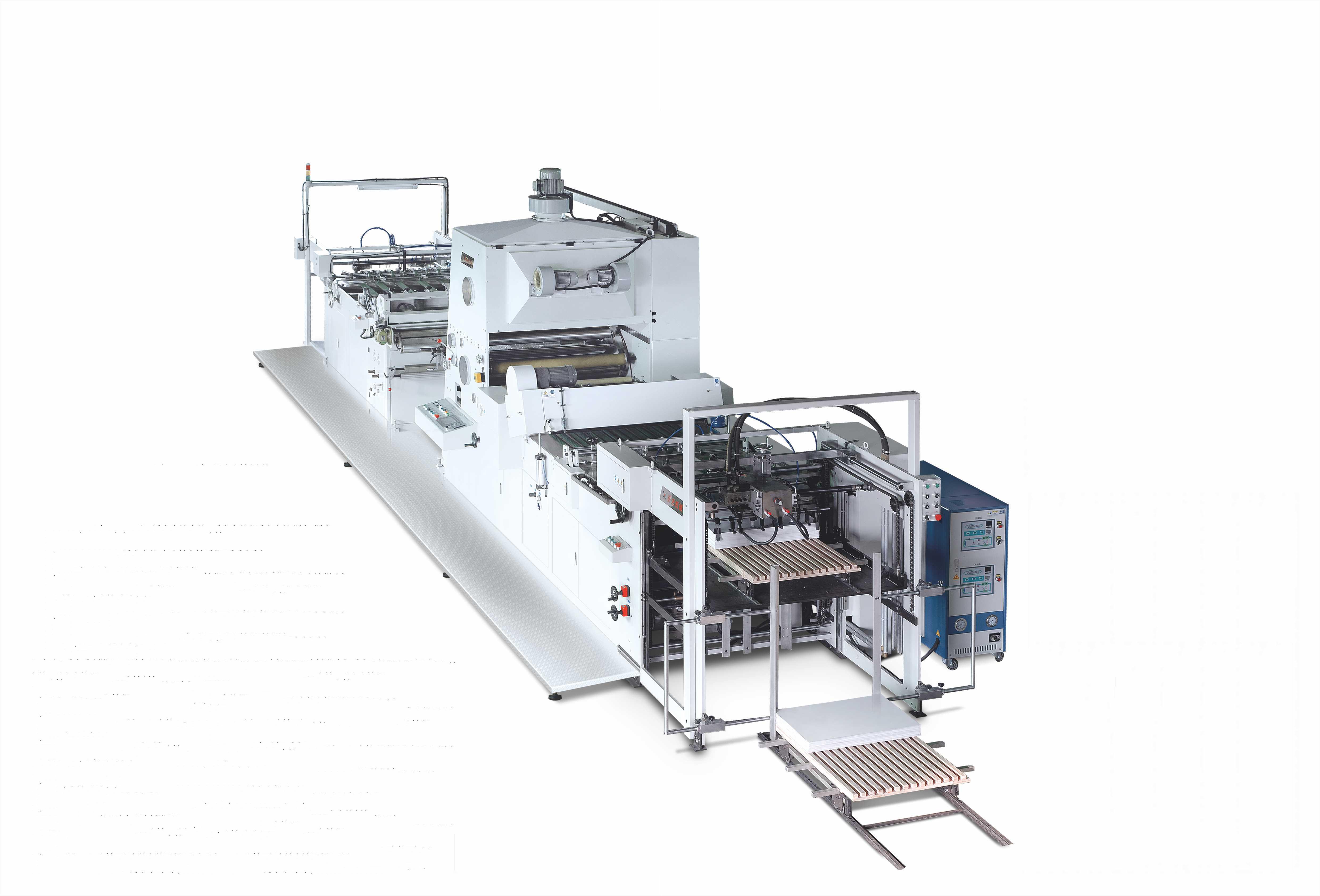
预涂膜覆膜机是将印刷品同预涂塑料复合到一起的专用设备。同即涂型覆膜机相比,其最大特点是没有上胶涂布、干燥部分,因此该类覆膜机结构紧凑、体积小、造价低、操作简便、产品质量稳定性好。 预涂膜覆膜机由预涂塑料薄膜放卷、印刷品自动输入、热压区复合、自动收卷四个主要部分,以及机械传动、预涂塑料薄膜展平、纵横向分切、计算机控制系统等辅助装置组成。 1.印刷品输入部分。自动输送机构能够保证印刷品在传输中不发生重叠并等距地进入复合部分,一般采用气动或摩擦方式实现控制,输送准确、精度高,在复合幅面小的印刷品时,同样可以满足上述要求。 2.复合部分。包括复合辊组和压光辊组(图11-7)。复合辊组由加热压力辊、硅胶压力辊组成;热压力辊是空心辊,内部装有加热装置,表面锻有硬铬,并经抛光、精磨处理;热压辊温度由传感器跟踪采样、计算机随时校正;复合压力的调整采用偏心凸轮机构,压力可无级调节,原理简图如压光辊组与复合辊组基本相同,即由镀铬压力辊同硅胶压力辊组成,但无加热装置。压光辊组的主要作用是:预涂塑料薄膜同印刷品经复合辊组复合后,表面光亮度还不高,再经压光辊组二次挤压,表面光亮度及粘合强度大为提高。 3.传动系统。传动系统是由计算机控制的大功率步进电机驱动,经过一级齿轮减速后,通过三级链传动,带动进纸机构的运动和复合部分及压光机构的硅胶压力辊的转动。压力辊组在无级调节的压力作用下保持合适的工作压力。 4.计算机控制系统。计算机控制系统采用微处理机,硬件配置由主机板、数码按键板、光隔离板、电源板、步进电机功率驱动板等组成。

覆膜机覆膜指的是以透明塑料薄膜通过热压覆贴到印刷品表面,形成10~20um的薄膜,起到保护印品及增加印品光泽的作用,又称贴塑。覆膜工艺被广泛用于书刊的封面,画册,纪念册,明信片,产品说明书,挂历和地图等进行表面装帧及保护。 覆膜工艺按所采用的原材料及设备的不同,可分为即涂覆膜工艺和预涂薄膜工艺。即涂型覆膜是指覆膜操作时,以塑料薄膜为原材料,先在它上面涂布黏合剂,经干燥处理后,紧接着将塑料薄膜与印品热压复合的工艺方法。预涂型覆膜是指覆膜时以预先涂布黏合剂并干燥后的塑料薄膜为原材料,直接与印品进行热压复合的工艺方法。 覆膜工艺主要分为半自动覆膜机和全自动覆膜机两种。虽然半自动和全自动在具体操作方面有些不同,在原理上是一样的:通过辊涂装置将粘合剂涂布在塑料薄膜上,经热压滚筒加热,使薄膜软化,然后使涂布了底料的印刷品和薄膜相压压合,形成纸塑合一的覆膜产品。

全自动覆膜机的覆膜就是将塑料薄膜涂上粘合剂,将其与以纸张为承印物的印刷品,经橡皮预涂型覆膜机的使用,覆膜就是将塑料薄膜涂上粘合剂,将其与以纸张为承印物的印刷品,经橡皮滚筒和加热滚筒加压后合在一起,形成纸塑合一的产品。不干胶压痕机经过覆膜的印刷品,由于表面多了一层薄而透明的塑料薄膜,表面更加平滑光亮,不但提高了印刷品的光泽度和牢度,延长了印刷品的使用寿命,同时塑料薄膜又起到防水、防污、耐磨、耐折、耐化学腐蚀等保护作用。

预涂膜覆膜机是一种投资最少,效果最好的覆膜设备,正因为预涂膜覆膜机采用了环保型的覆膜工艺,而且操作简单,投入少,使用方便,无论是批量生产,还是少量覆膜,使用起来都能够得心应手,现在市场上广泛使用的覆膜机就是小型的覆膜机。所以小型覆膜机的市场潜力巨大,使用覆膜机进行印刷后处理的产品必然有着强劲的市场竞争力。我们开发和销售的一系列小型覆膜机就是给广大的用户带来最实惠,最直接,最方便的服务。 此工艺因覆膜设备不需黏合剂加热干燥系统,大大简化覆膜程序,且操作十分方便,可随用随开机,生产灵活性大,同时无溶剂气味,无环境污染,更重要是能完全避免气泡、脱层等故障,其成品透明度极高,具有广阔的应用前景和推广价值。 预涂膜结构由基材和胶层构成,基材通常为PET和BOPP薄膜,从材料成本和加工工艺考虑,绝大部分预涂膜基材采用BOPP薄膜,厚度为12-20微米,胶层厚度为5-15微米。根据加工设备及工艺条件之不同,选用不同厚度的胶层,胶层分为热熔胶和有机高分子低温树脂。两者的区别在于,热熔胶由主黏树脂和增粘剂、调节剂数种材料共混改性制成,而有机高分子树脂则为单一高分子低温共聚物。

预涂膜覆膜机的材料、材质:预涂膜结构由基材和胶层构成,基材通常为PET和BOPP薄膜,从材料成本和加工工艺考虑,绝大部分预涂膜基材采用BOPP薄膜,厚度为12-20微米,胶层厚度为5-15微米。根据加工设备及工艺条件之不同,选用不同厚度的胶层,胶层分为热熔胶和有机高分子低温树脂。两者的区别在于,热熔胶由主黏树脂和增粘剂、调节剂数种材料共混改性制成,而有机高分子树脂则为单一高分子低温共聚物。 预涂膜覆膜机的前景:此工艺因覆膜设备不需黏合剂加热干燥系统,大大简化覆膜程序,且操作十分方便,可随用随开机,生产灵活性大,同时无溶剂气味,无环境污染,更重要是能完全避免气泡、脱层等故障,其成品透明度极高,具有广阔的应用前景和推广价值。